英语
英语 俄语
俄语 西班牙语
西班牙语 简体中文
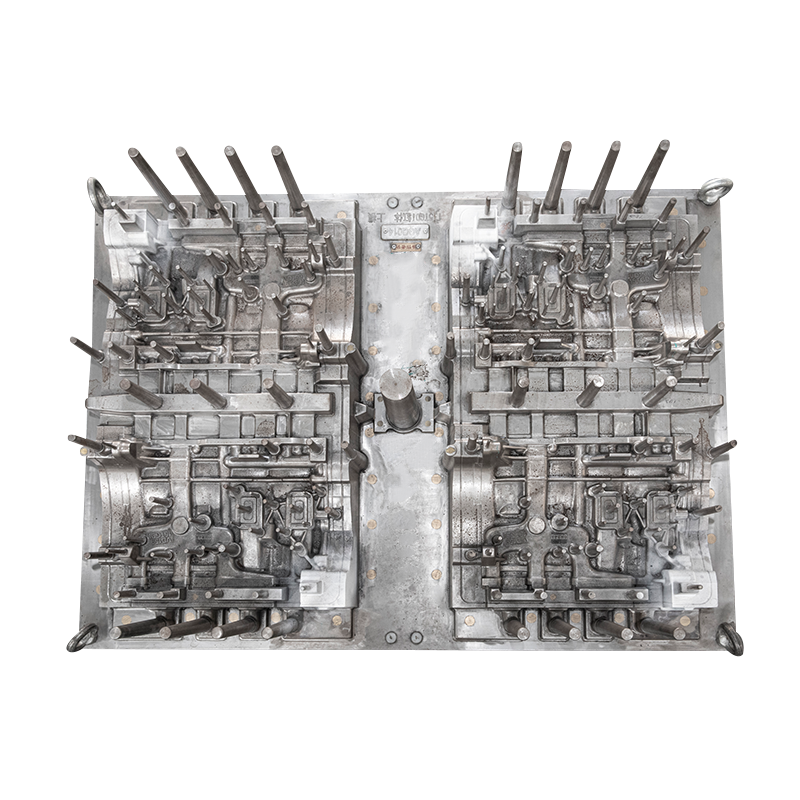
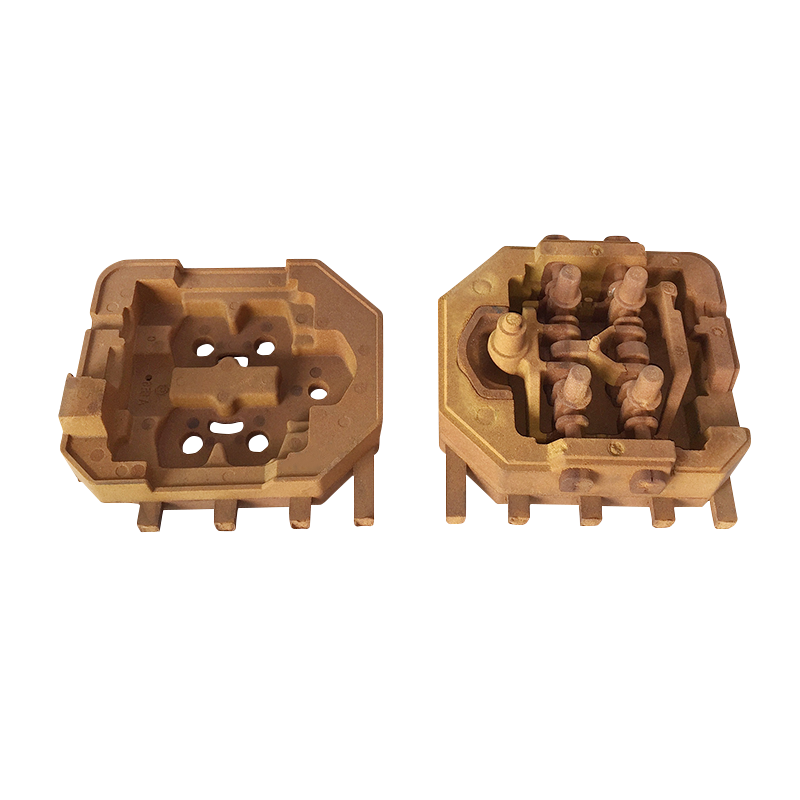
简体中文 El corredor y el sistema de compuertas en colada de moldes de fundición a presión son componentes críticos que juegan un papel vital en la eficiencia y calidad del proceso de fundición.
Sistema de corredor:
El sistema de canales es la red de canales y pasajes que guían el metal fundido desde el punto de inyección (generalmente el bebedero) hasta la cavidad del molde. Actúa como un conducto a través del cual fluye el metal y su diseño tiene un impacto significativo en el proceso de fundición a presión. Aquí hay algunas consideraciones clave con respecto al sistema de corredores:
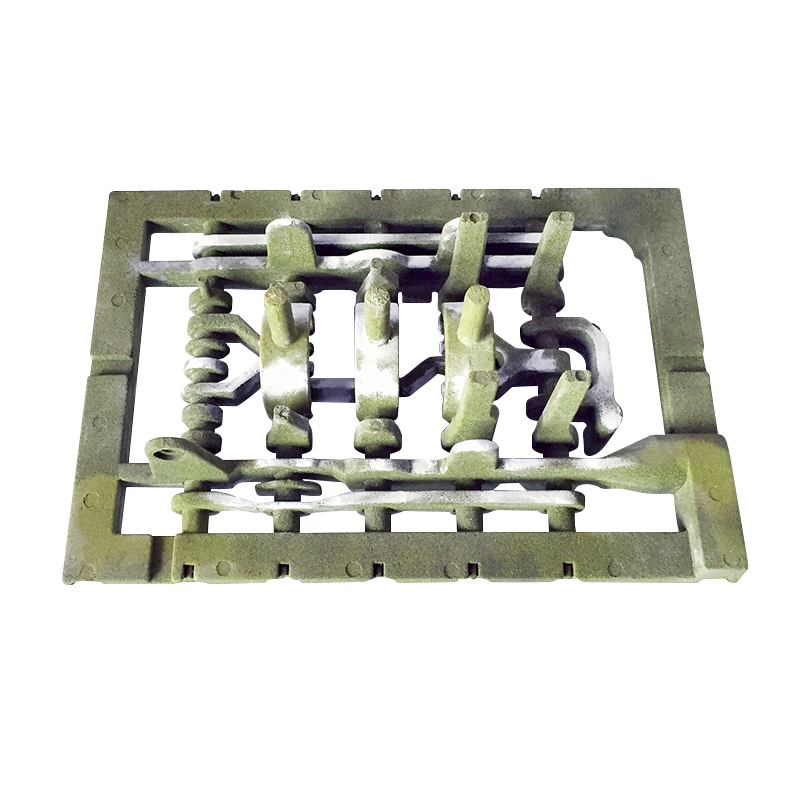
Tipos de corredores: Hay varios tipos de corredores, cada uno adecuado para diferentes escenarios de fundición a presión:
Sprue Runner: Este es el canal principal que conecta el punto de inyección con la cavidad del molde. Suele ser el primer punto de entrada del metal fundido.
Ramas del canal: el canal del bebedero a menudo se ramifica en múltiples canales que conducen a diferentes partes del molde. Estas ramas aseguran que el metal se distribuya uniformemente en todas las secciones del molde.
Canales fríos versus canales calientes: en la fundición a presión en cámara fría, se utilizan canales fríos (canales no calentados), que pueden ser una fuente de material de desecho. Por el contrario, en la fundición a presión con cámara caliente se emplean canales calientes para minimizar el desperdicio a medida que el metal permanece fundido dentro de los canales.
Optimización del diseño de canales: el objetivo del diseño de canales es minimizar la turbulencia y garantizar un flujo uniforme del metal por todo el molde. Esto ayuda a prevenir defectos como el atrapamiento de aire y permite una calidad de fundición constante.
Tamaño del corredor: el tamaño del corredor afecta la velocidad y la presión del metal fundido a medida que viaja a través del sistema. Los ingenieros deben lograr un equilibrio entre minimizar el desperdicio de material (canales pequeños) y mantener un flujo de metal eficiente (canales más grandes).
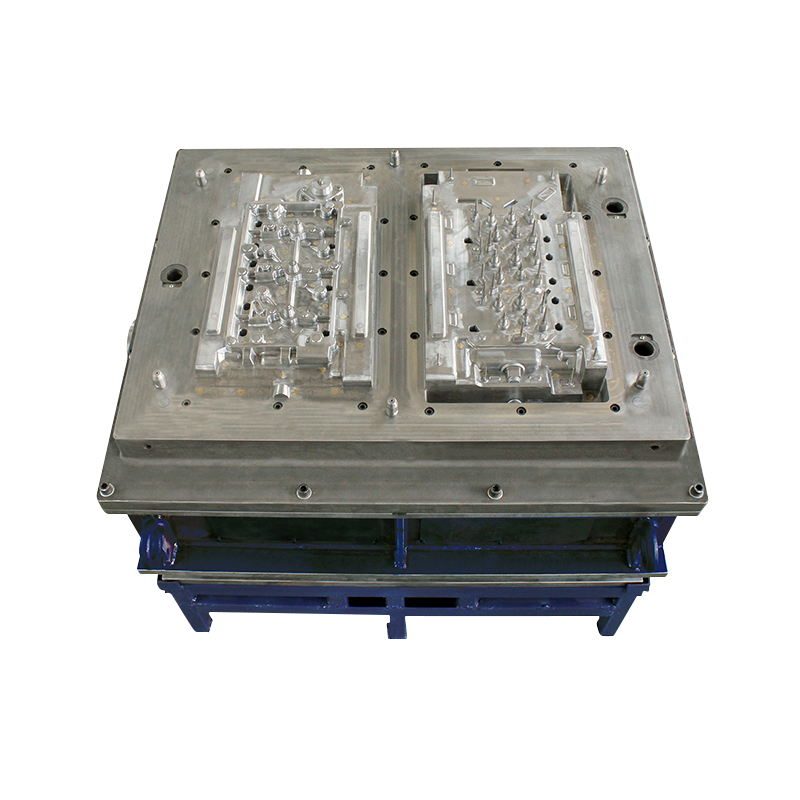
Sistema de compuerta:
El sistema de compuertas incluye las compuertas, que son aberturas estrechas a través de las cuales el metal fundido ingresa a la cavidad del molde desde el sistema de canales. El diseño del sistema de compuerta es igualmente crucial para garantizar un proceso de fundición exitoso. Aquí hay consideraciones clave con respecto a los sistemas de compuertas:
Tipos de compuerta: se eligen diferentes tipos de compuerta en función de factores como la geometría de la pieza, el material y la calidad de fundición deseada:
Puerta del bebedero: Esta es una conexión directa entre el canal y la cavidad del molde. Se utiliza comúnmente para piezas sencillas con geometrías simples.
Puerta de borde: ubicada en el borde de la pieza, este tipo de puerta minimiza las marcas de puerta visibles en el producto terminado. Es adecuado para piezas con requisitos cosméticos críticos.
Puerta del ventilador: La compuerta del ventilador se abre en abanico cuando ingresa a la cavidad del molde, lo que puede ayudar a distribuir el metal de manera uniforme. Es útil para piezas con secciones más gruesas.
Subcompuerta: este tipo de compuerta se coloca debajo de la pieza y es útil para piezas que requieren un recorte mínimo después de la fundición.
Ubicación de la puerta: los ingenieros seleccionan cuidadosamente la ubicación de la puerta para garantizar que el metal fundido fluya suavemente hacia la cavidad del molde sin causar turbulencias ni defectos. La ubicación de la puerta a menudo se determina en función de la geometría de la pieza y la apariencia deseada del producto terminado.
Tamaño de la puerta: El tamaño de la puerta afecta la velocidad a la que el metal fundido ingresa a la cavidad del molde. Una compuerta más grande permite un llenado más rápido, pero puede aumentar el riesgo de turbulencias y defectos. El tamaño adecuado de la puerta es crucial para mantener la calidad de la fundición.
Ventilación de la puerta: para evitar que quede aire atrapado y garantizar un flujo de metal suave, las puertas suelen diseñarse con funciones de ventilación. La ventilación permite que el aire y los gases escapen a medida que la cavidad del molde se llena de metal fundido, lo que reduce el riesgo de defectos como la porosidad.
Retiro de la compuerta: Después del vaciado, se debe retirar la compuerta del producto final. La elección del tipo de compuerta y su ubicación debe considerar la facilidad de extracción de la compuerta sin dañar la pieza.