英语
英语 俄语
俄语 西班牙语
西班牙语 简体中文
简体中文En la industria de fabricación de automóviles, el rendimiento del moho automático afecta directamente la calidad de las piezas y la eficiencia de producción. Entre ellos, la adhesiva de moho es un problema técnico común y difícil de resolver. El molde no solo causa defectos superficiales de las piezas, afecta la apariencia y la función del producto, sino que también puede causar daños en el moho y aumentar los costos posteriores de mantenimiento y reemplazo. Por lo tanto, la investigación en profundidad sobre las causas de la adhesión de moho y sus soluciones es crucial para mejorar la eficiencia de producción y la calidad del producto.
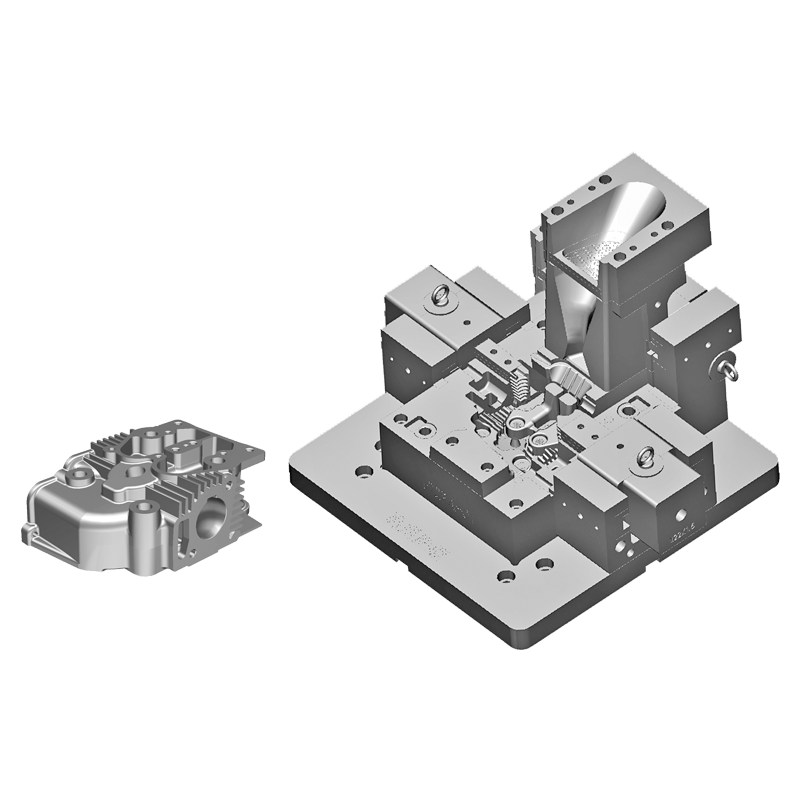
Las causas de la adhesiva de moho son complejas y diversas, principalmente incluyendo factores como la rugosidad de la superficie excesiva del moho, la lubricación insuficiente, el control de temperatura inadecuado, la fuerte adhesión de los materiales plásticos y la configuración de los parámetros del proceso de moldeo irrazonable. Al tratar con problemas de adhesivo de moho, se deben tomar soluciones científicas del diseño de moho, selección de materiales, control de procesos, gestión de lubricación y mantenimiento de moho para garantizar el progreso suave del proceso de producción y la mejora constante de la calidad del producto.
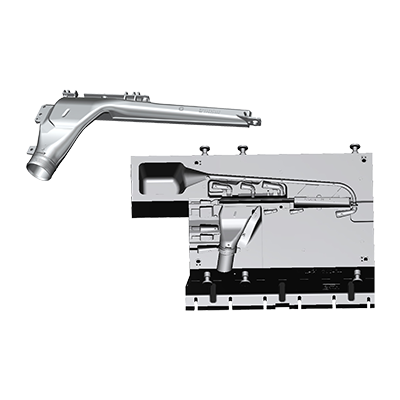
En el proceso de diseño de moho, el diseño estructural científico y el tratamiento de superficie son la base para prevenir la adhesión de moho. Durante el proceso de diseño, se debe minimizar el área de contacto directo entre el moho y el material de plástico, y se debe adoptar un diseño de superficie de separación de moho razonable para garantizar que la línea de separación del molde sea suave y no tenga ángulos agudos o accesorios muertos, para evitar la adhesión del moho causada por la concentración de tensión y el sobrecalentamiento local. Además, la superficie del moho debe diseñarse con ranuras de escape razonables y orificios de escape para garantizar que el gas se pueda descargar suavemente durante el proceso de moldeo, reduciendo así el problema de la adhesión causada por la retención de gases. En términos de tratamiento de superficie, la tecnología de pulido de alta calidad se utiliza para hacer que la superficie del moho logre un efecto espejo, reduzca la rugosidad de la superficie y, por lo tanto, reduzca la adhesión entre el plástico y el moho. Para las áreas de partes que son propensas a pegarse, puede considerar aplicar una capa de recubrimiento anti-estache en la superficie del molde o usar materiales especiales anti-estache para reducir aún más la probabilidad de adhesión.
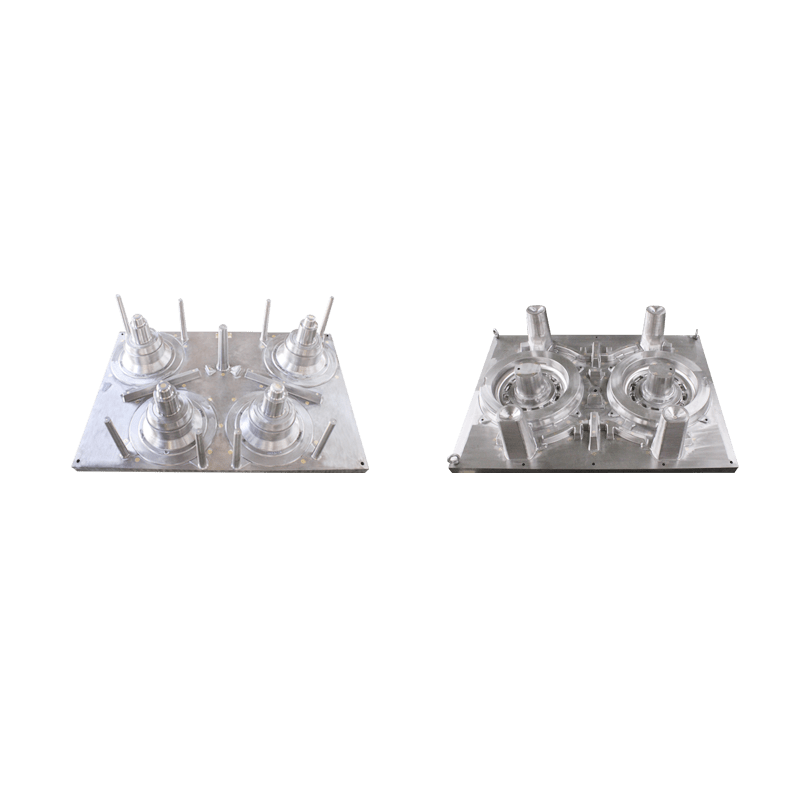
La selección de materiales es uno de los factores clave para resolver el problema de la adherencia. Al seleccionar materiales de moho, el acero del moho o los materiales de aleación con baja adhesión, la alta resistencia a la temperatura y la resistencia al desgaste se debe prioridad, y también se debe prioridad a su conductividad térmica y resistencia a la corrosión. Para los materiales plásticos, se deben seleccionar lubricantes o agentes de liberación adecuados de acuerdo con las características del material del moho para garantizar que tenga una excelente lubricación y resistencia al calor. En aplicaciones prácticas, es particularmente importante seleccionar un agente de lanzamiento que cumpla con los requisitos del proceso. Los agentes de lanzamiento de alta calidad pueden formar una película delgada en la superficie del molde, reduciendo efectivamente el contacto directo entre el plástico y el moho, reduciendo así la incidencia de la adherencia. Cuando use, asegúrese de asegurarse de que el agente de liberación se aplique uniformemente para evitar el recubrimiento desigual o las áreas faltantes, para no afectar el efecto de desmoldeo.
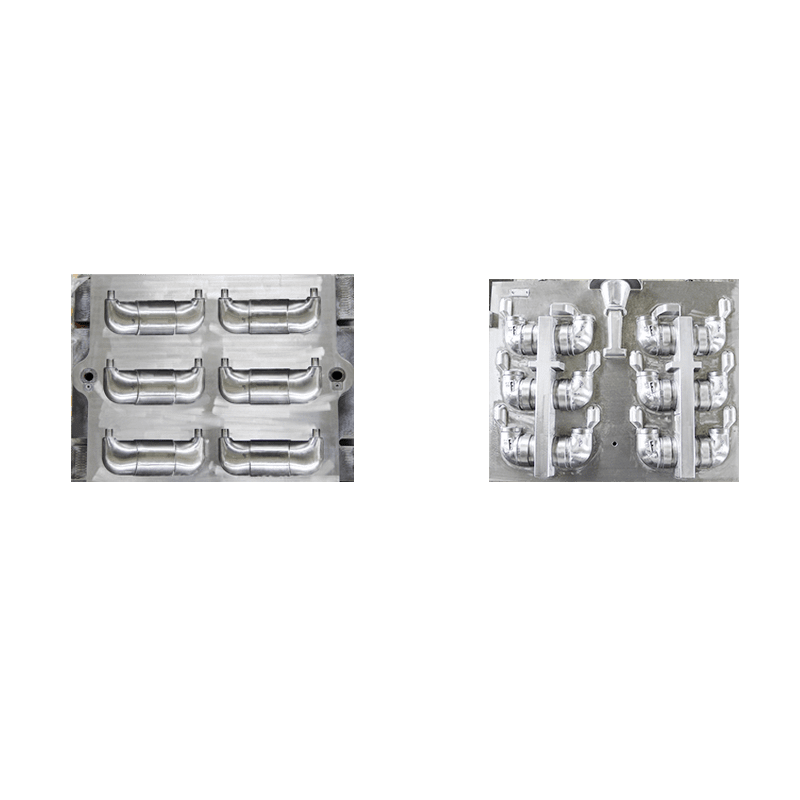
La gestión de lubricación es una de las medidas importantes para controlar la adhesiva de moho. Durante el proceso de moldeo por inyección, la aplicación razonable de lubricantes puede reducir significativamente el coeficiente de fricción entre el molde y el plástico, reduciendo así el fenómeno de adhesión. La selección de lubricantes debe basarse en los requisitos específicos del material plástico y el proceso de moho, y seleccionar lubricantes con buena resistencia a la temperatura alta, rendimiento de lubricación estable y ningún efecto en la calidad de las piezas. El lubricante debe aplicarse uniformemente para evitar el grosor o delgadez excesivo local para garantizar la continuidad y la estabilidad de la capa lubricante. Durante el proceso de producción, verifique regularmente el efecto del lubricante, reponga o reemplace a tiempo para mantener la continuidad del efecto de lubricación. Además, el ajuste razonable de la temperatura de moldeo, la presión y la velocidad de enfriamiento también puede reducir efectivamente el riesgo de adhesión de moho y evitar problemas de adhesión causados por el sobrecalentamiento o el sobreenfriamiento de la superficie del molde.