英语
英语 俄语
俄语 西班牙语
西班牙语 简体中文
简体中文
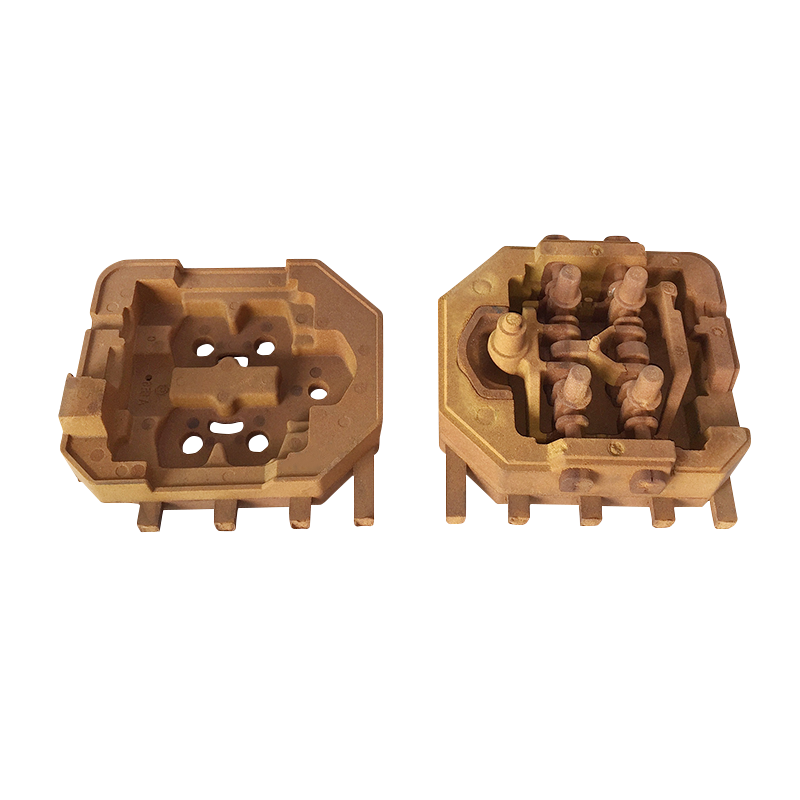
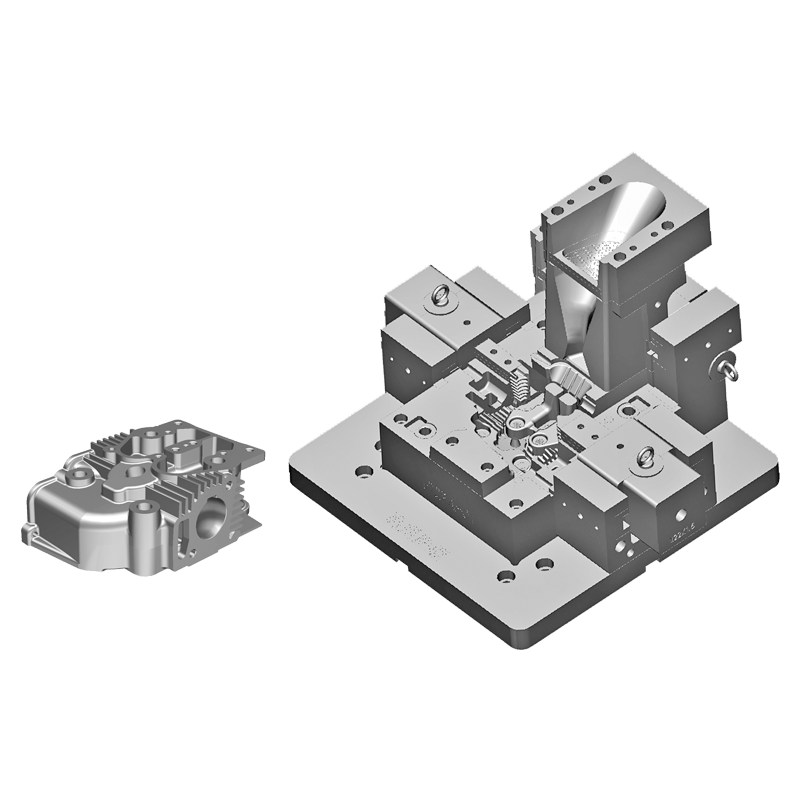
El molde de fundición a presión es una herramienta para fundir piezas de metal, una herramienta para completar el proceso de fundición a presión en una máquina de forja a presión de fundición a presión dedicada. Los moldes de plástico son herramientas que se combinan con máquinas de moldeo de plástico en la industria de procesamiento de plástico para dar a los productos de plástico una configuración y un tamaño completos. Entonces, ¿cuál es la diferencia entre los dos?
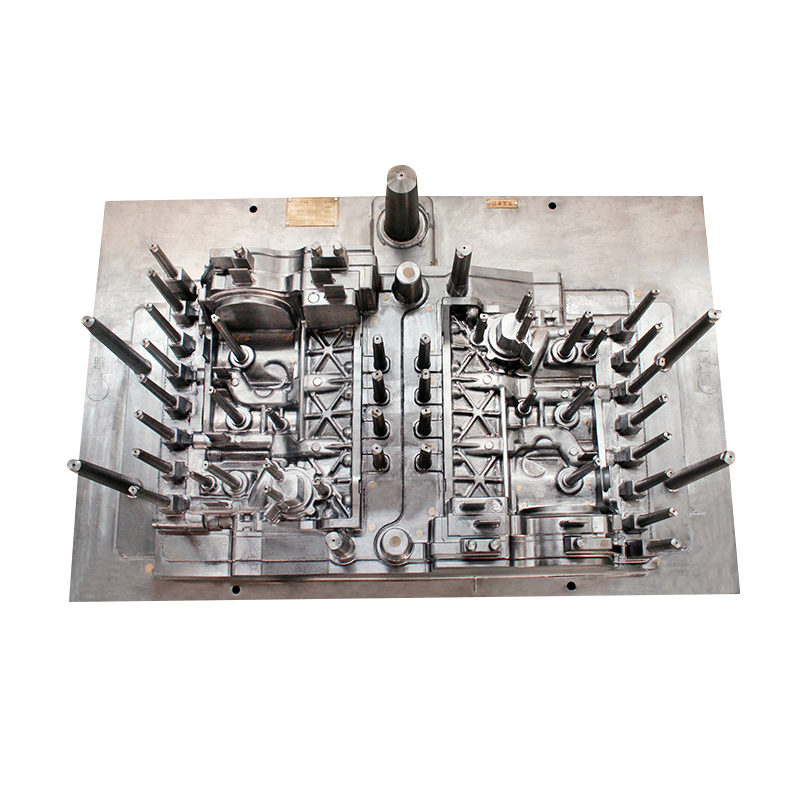
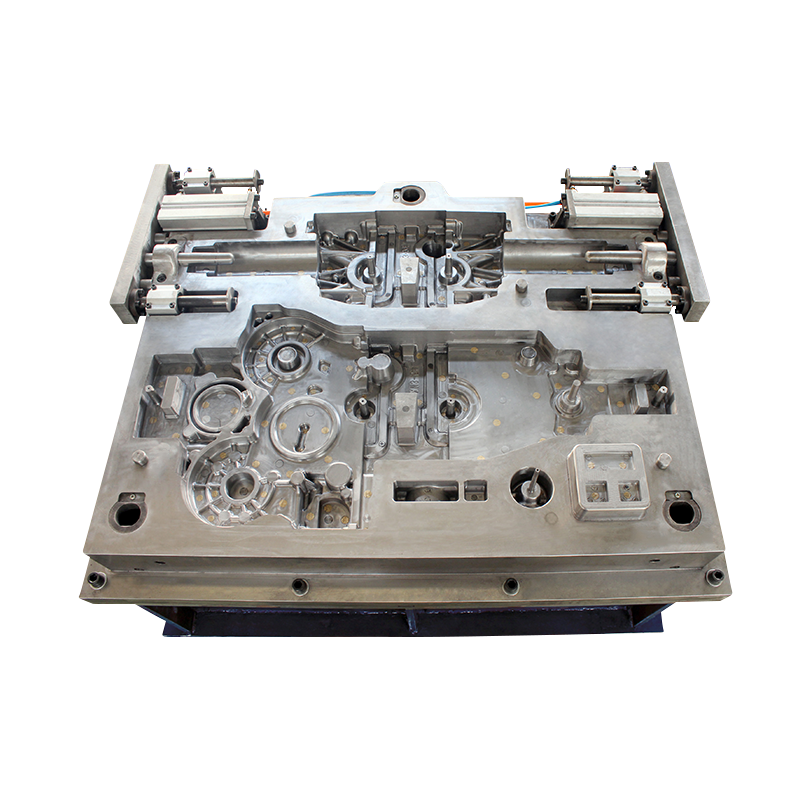
La diferencia entre el molde de fundición a presión y el molde de plástico:
1. La presión de inyección del molde de fundición a presión es grande, por lo que se requiere que la plantilla sea relativamente gruesa para evitar la deformación
2. La compuerta del molde de fundición a presión es diferente a la del molde de inyección, y debe usarse como un cono dividido para descomponer la alta presión del flujo de material.
3. No es necesario apagar los núcleos de los moldes de fundición a presión, ya que la temperatura en la cavidad supera los 700 grados durante la fundición a presión. Por lo tanto, cada formación es equivalente a apagar. La cavidad se volverá cada vez más dura. El molde de inyección general debe enfriarse por encima de HRC52.
4. Los moldes de fundición a presión generalmente deben nitrurarse en la cavidad para evitar que la aleación se adhiera a la cavidad.
5. En general, la corrosión del molde de fundición a presión es relativamente grande y la superficie exterior es generalmente azul.
6. En comparación con el molde de inyección, la parte móvil correspondiente del molde de fundición a presión (como el deslizador de extracción del núcleo) tiene un espacio de coincidencia más grande, ya que la alta temperatura del proceso de fundición a presión provocará una expansión térmica. Si el espacio es demasiado pequeño, el molde se atascará.
7. Los requisitos de coincidencia de la superficie de separación de los moldes de fundición a presión son más altos, porque la fluidez de las aleaciones es mucho mejor que la de los plásticos. El flujo de material de alta temperatura y alta presión que sale volando de la superficie de partición será muy peligroso
8. En general, los moldes de inyección se pueden ventilar mediante un dedal, una superficie de separación, etc. Los moldes de fundición a presión deben tener ranuras de ventilación y bolsas colectoras de escoria (recolectoras de material frío);
9. El moldeo es inconsistente, la velocidad de inyección del molde de fundición a presión es rápida y la presión de inyección es de una sección. Los moldes de plástico suelen inyectarse en varias secciones para mantener la presión.