英语
英语 俄语
俄语 西班牙语
西班牙语 简体中文
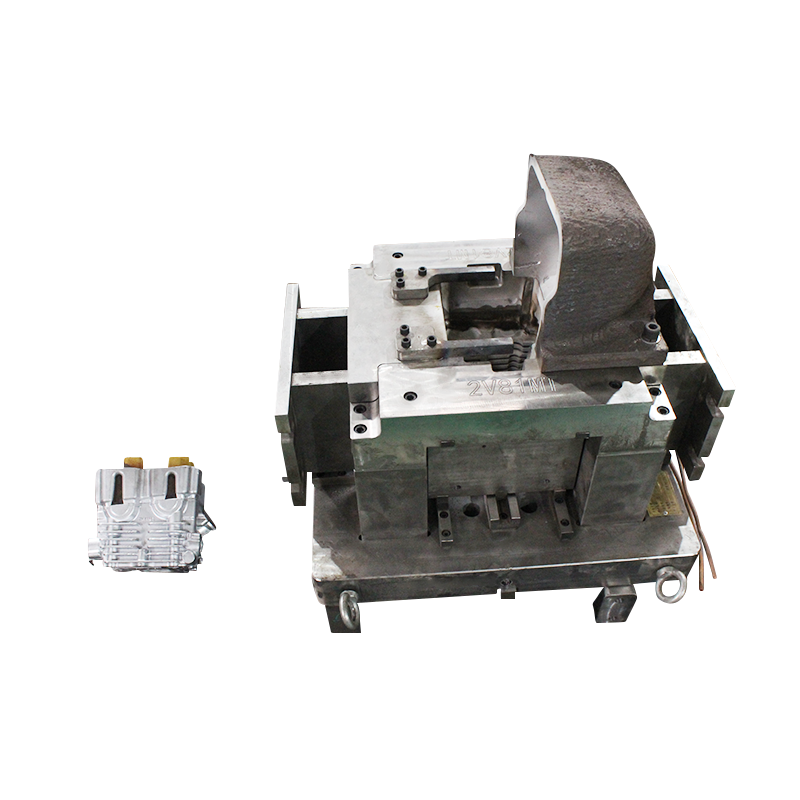
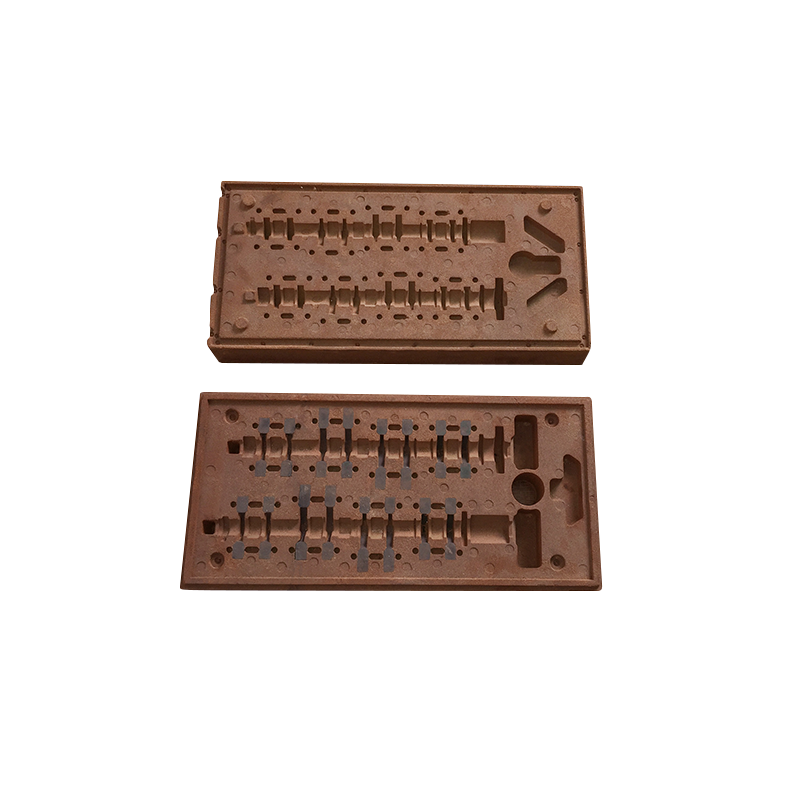
简体中文En la industria de fabricación de automóviles, moldes de fundición Son equipos importantes para la producción de piezas de automóviles de alta calidad y su rendimiento afecta directamente la calidad del producto final. Sin embargo, durante el proceso de fundición, a menudo se producen defectos como la contracción en la superficie del molde, lo que no sólo afecta la apariencia del producto, sino que también puede tener efectos negativos de gran alcance en su rendimiento y confiabilidad.
Análisis de causas de contracción.
El hundimiento es un defecto común en los moldes de fundición de automóviles durante el proceso de fundición, que aparece como abolladuras suaves en la superficie de la fundición. Las causas son complejas e incluyen principalmente los siguientes aspectos:
Defectos de diseño del molde: Durante la etapa de diseño del molde, si no se consideran completamente el espesor de la pared y la forma de la pieza fundida, puede ocurrir una contracción desigual de varias partes de la pieza fundida durante el proceso de enfriamiento. Por ejemplo, el diseño de transición entre áreas de paredes gruesas y áreas de paredes delgadas en el molde no es razonable y provoca contracción debido a diferencias en las velocidades de enfriamiento.
Diseño inadecuado del sistema de enfriamiento: el sistema de enfriamiento tiene un impacto significativo en la velocidad de enfriamiento y la tasa de contracción de la pieza fundida. Si el diseño del sistema de enfriamiento no es razonable, como por ejemplo un número, ubicación y tamaño inadecuados de las tuberías de enfriamiento, la diferencia de temperatura de la pieza fundida durante el proceso de enfriamiento será demasiado grande, lo que provocará una contracción.
Composición del metal fundido y control de temperatura: la composición y la temperatura del metal fundido afectan directamente la tasa de contracción de la pieza fundida. Si el contenido de impurezas en el metal fundido es demasiado alto o la temperatura no se controla adecuadamente, puede causar una gran tensión de contracción en la pieza fundida durante el proceso de solidificación, lo que lleva a la contracción.
Precalentamiento y control de temperatura inadecuados del molde: la temperatura de precalentamiento del molde y el control de temperatura durante el proceso de fundición son cruciales para reducir la contracción. Un precalentamiento insuficiente o fluctuaciones excesivas de temperatura durante el proceso de fundición harán que la fundición se contraiga de manera desigual durante el enfriamiento, lo que provocará una contracción.
Solución de colapso
Para resolver eficazmente los defectos de contracción de los moldes de automóviles durante el proceso de fundición, las empresas pueden tomar las siguientes medidas:
Optimice el diseño del molde: en la etapa de diseño del molde, se deben considerar completamente el espesor de la pared y la forma de la pieza fundida, y la estructura y el tamaño del molde deben diseñarse de manera razonable. Para el área de transición entre paredes gruesas y delgadas, se recomienda utilizar esquinas redondeadas o diseños biselados para reducir las diferencias en la velocidad de enfriamiento y las tensiones de contracción. Al mismo tiempo, el espesor de la pared del molde debe mantenerse lo más consistente posible para evitar diferencias excesivas en el espesor de la pared.
Mejorar el sistema de refrigeración: Optimice el diseño del sistema de refrigeración y organice racionalmente el número, ubicación y tamaño de las tuberías de refrigeración. Para piezas fundidas grandes o de formas complejas, se recomienda el enfriamiento por zonas para reducir las diferencias de temperatura entre las piezas. Al mismo tiempo, se debe comprobar periódicamente el estado operativo del sistema de refrigeración para garantizar que su efecto de refrigeración sea bueno.
Controle estrictamente la composición y temperatura del metal fundido: la composición y temperatura del metal fundido deben controlarse estrictamente para garantizar que su calidad cumpla con los requisitos de fundición. Es necesario purificar los líquidos metálicos con un contenido de impurezas demasiado alto. Al mismo tiempo, la temperatura y la velocidad de vertido del metal fundido deben controlarse razonablemente para reducir la tensión de contracción generada por la pieza fundida durante el proceso de solidificación.
Fortalecer el precalentamiento del molde y el control de temperatura: antes de la fundición, el molde debe precalentarse completamente para reducir la diferencia de temperatura entre el molde y el metal fundido. Durante el proceso de fundición, la fluctuación de temperatura del molde debe controlarse estrictamente para garantizar la uniformidad del proceso de enfriamiento de la fundición, reduciendo así el riesgo de contracción.